مراحل پرداخت کاری استیل پس از جوشکاری؛ راهنمای کامل کارگاهی
پرداخت کاری استیل پس از جوشکاری یکی از مهمترین مراحل برای رسیدن به سطحی براق، یکنواخت و مقاوم در برابر خوردگی است. در این راهنمای جامع، تمام مراحل به صورت عملی و کارگاهی توضیح داده شده است تا بتوانید یک سطح استیل حرفهای و بدون خط جوش ایجاد کنید.
آمادهسازی اولیه پیش از شروع پرداخت کاری
قبل از روشن کردن سنگ فرز، آمادهسازی سطح اهمیت زیادی دارد و کیفیت خروجی را تعیین میکند. این مرحله شامل سه گام اصلی است:
۱. پاکسازی اسپاتر (Spatter)
حذف پاششهای ریز جوش و برجستگیهای بزرگ با استفاده از اسکرپر یا چکش قبل از شروع سنگزنی.
۲. چربیزدایی کامل
پاک کردن سطح با استون یا حلالهای صنعتی. چربی باعث کثیف شدن صفحه سنگ و سیاه شدن کار میشود.
۳. بررسی کیفیت جوش
اگر جوش تخلخل (کرمخوردگی) دارد، باید قبل از پرداخت اصلاح شود. پولیش نمیتواند حفرهها را بپوشاند.

⚠️ هشدار بسیار مهم: آلودگی آهنی
به هیچ عنوان از دیسک سنگ یا سمبادهای که قبلاً روی آهن معمولی (کربن استیل) استفاده شده، روی استیل استفاده نکنید. ذرات آهن میکروسکوپی وارد بافت استیل شده و پس از چند روز باعث زنگزدگی شدید در محل پرداخت میشوند.
مرحله اول: سنگزنی اولیه (Grinding)
سنگزنی اولین گام جدی برای حذف برجستگی جوش و یکسانسازی سطح است.
- ابزار: فرز انگشتی یا فرز بزرگ مخصوص استیل.
- دیسک مناسب: دیسکهای زبر گرید ۳۶ تا ۶۰.
- نکته فنی: زاویه دیسک با سطح باید ۱۵ تا ۳۰ درجه باشد. فشار بیشازحد باعث ایجاد گودی (Undercut) و سوختن رنگ استیل میشود.

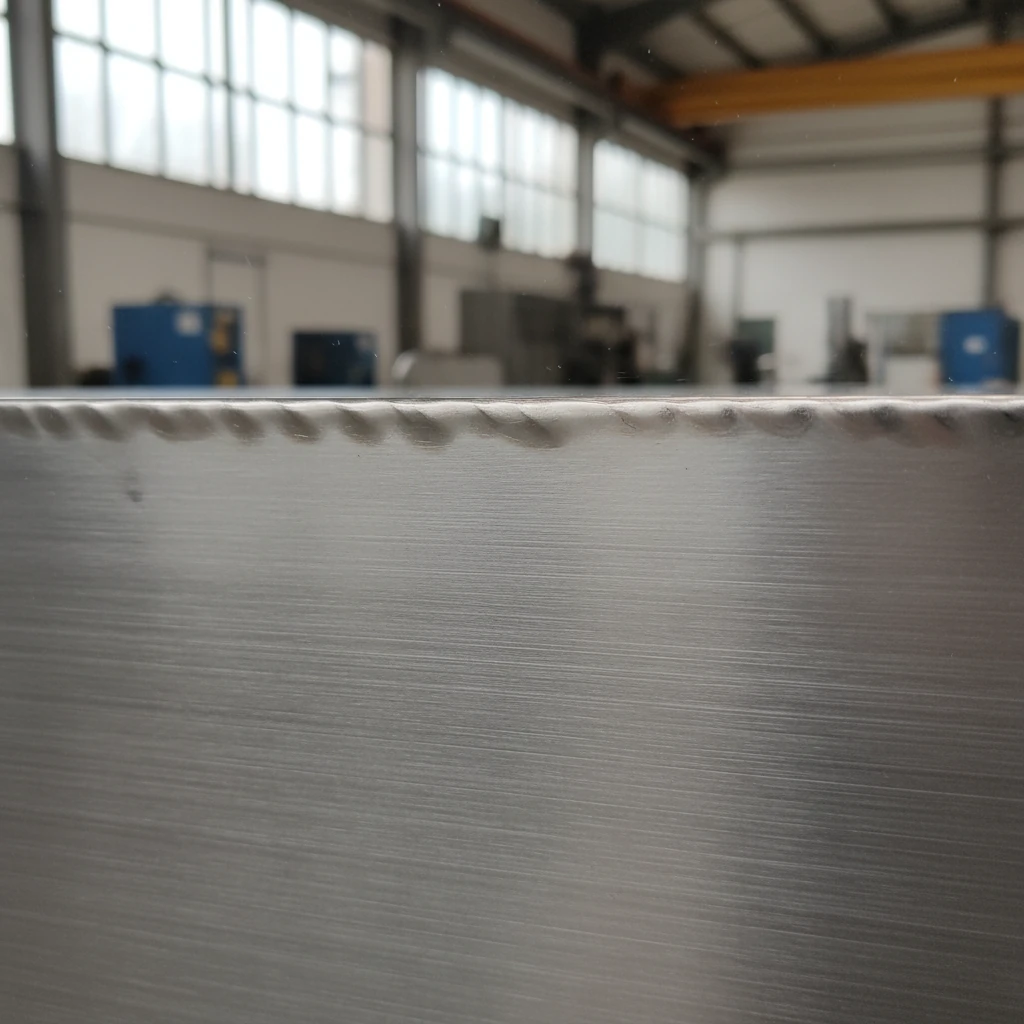
مرحله دوم: همسطحسازی (Leveling)
در این مرحله خطوط خشن مرحله قبل را از بین میبریم. با فلاپ دیسک گرید ۸۰ شروع کرده و به گرید ۱۲۰ میرسیم. سطح باید کاملاً صاف و همتراز با ورق اصلی شود.
مرحله سوم: انتخاب نوع پولیش نهایی
در این مرحله مسیر شما به دو شاخه تقسیم میشود: آیا میخواهید سطح مات (خشدار) باشد یا آینهای؟
| نوع پرداخت | نام صنعتی | گرید سمباده لازم | ابزار نهایی |
|---|---|---|---|
| پرداخت خشدار (مات) | Satin / Brushed | ۲۴۰ تا ۴۰۰ | اسکاچ صنعتی یا فلاپ نرم |
| پرداخت آینهای (براق) | Mirror Polish | ۶۰۰ تا ۱۲۰۰ + خمیر | پد نمدی + خمیر پولیش (آبی/سفید) |

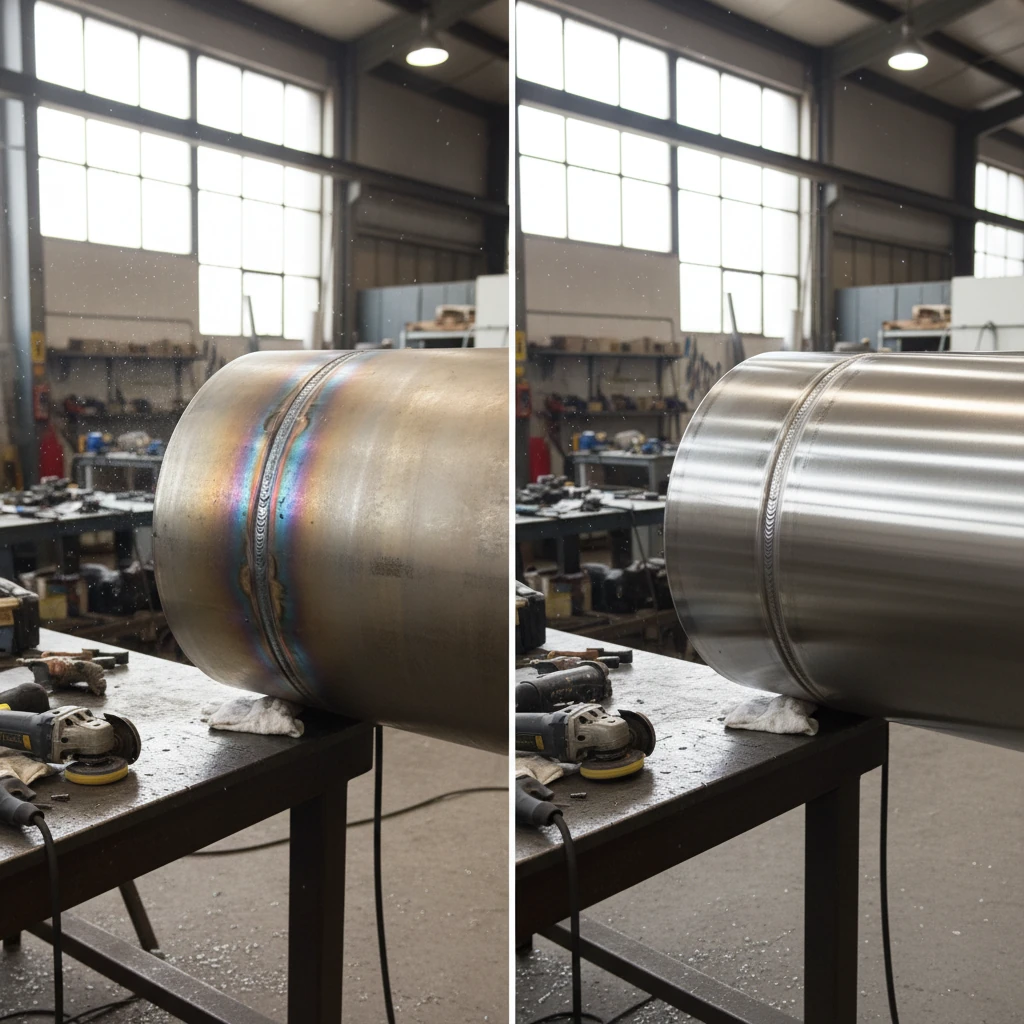
مرحله چهارم: تمیزکاری شیمیایی و پاسیو کردن
حتی بهترین پولیش مکانیکی هم نمیتواند لایهی اکسید محافظ استیل را فوراً بازسازی کند. برای این کار از دو فرآیند استفاده میشود:
- اسید شویی (Pickling): حذف رنگهای رنگینکمانی (آبی/طلایی) ناشی از حرارت جوشکاری.
- پاسیو کردن (Passivation): استفاده از محلولهای اسید نیتریک یا سیتریک برای بازسازی سریع لایه اکسید کروم (لایه ضد زنگ).
- حتماً از ماسک فیلتردار استفاده کنید؛ گرد استیل حاوی فلزات سنگین است.
- هنگام کار با خمیرهای اسیدشویی (Pickling Paste) حتماً دستکش ضد اسید و عینک ایمنی بپوشید.
- پس از استفاده از مواد شیمیایی، قطعه را با آب فراوان بشویید تا اسید روی کار باقی نماند.
سوالات متداول (FAQ)
آیا پرداخت کاری برای تمام جوشها ضروری است؟
بله. علاوه بر زیبایی، جوش پرداخت نشده دارای خلل و فرج ریز است که محل تجمع باکتری و شروع زنگزدگی میشود، بهویژه در صنایع غذایی.
برای رسیدن به سطح آینهای چه ابزاری لازم است؟
شما نیاز به پد نمدی، دستگاه پولیش با دور متغیر (برای جلوگیری از سوختن سطح) و خمیر پولیش مخصوص استیل (معمولاً رنگ آبی یا سبز برای پرداخت نهایی) دارید.
آیا بدون پاسیو کردن (اسید شویی) کار خراب میشود؟
در محیطهای خشک و داخلی ممکن است مشکلی پیش نیاید، اما در محیطهای مرطوب، شرجی یا بهداشتی، بدون پاسیو کردن احتمال زنگزدگی خط جوش بسیار بالاست.